
PVC發泡板材生產工藝和配方探討

PVC 發泡材料由于性能優良, 廣泛應用于建筑、建材、裝飾、家具、廣告、汽車等行業,近年來得到快速發展。PVC 發泡板材也稱安迪板、雪弗板, 從產品外觀、性能和生產工藝可分為兩類: ①結皮發泡板材,其采用塞盧卡原理生產, 表面結一層硬皮, 光滑平整、硬度高、力學性能好,并且產品精度高、厚度誤差小,對模具、配方、材料、生產工藝要求嚴格; ②自由發泡板材,產品表面疏松沒有結皮,呈細密凹凸狀麻面,有利于印刷、噴涂、貼面,采用普通發泡模具即可生產,工藝過程相對容易控制。
1 工藝及配方
目前,國內結皮發泡PVC 板材的生產線大多是引進設備,自由發泡PVC 板材生產線主要是采用國產設備。常用主機一般為80 錐形雙螺桿擠出機,模具差別較大,主要生產工藝大致相同。
1. 1 主體配方
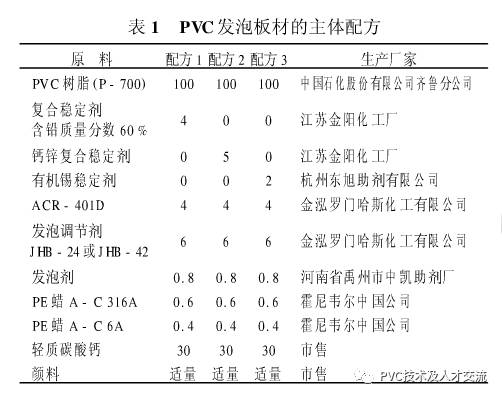
PVC 發泡板材的主體配方見表1 。
1. 2 工 藝
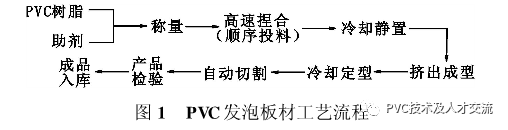
將原料準確稱量, 按工藝要求順序投料。根據使用發泡劑的種類來確定發泡劑的加入時間, 達到捏合終點。物料溫度達到125 ℃左右時, 迅速將物料放入冷攪鍋中冷卻,降溫至50 ℃左右,以防止結塊和發泡劑過早分解而影響發泡倍率, 造成產品密度增大。其工藝流程見圖1 。
1. 3 擠出機工藝參數
1 區: 175 ~ 186 ℃, 2 區: 180 ~ 186 ℃, 3 區:185~190 ℃,連接器:175~185 ℃,機頭:190~200℃,主機電流:50~70 A ,螺桿轉速:14~22 r/ mi n 。
2 PVC發泡板材的組分
2. 1 PVC樹脂
生產硬質PVC 發泡制品, 一般選用K 值較低的PVC 樹脂。生產PVC 發泡板材一般采用P -700 型PVC 樹脂, 加工時其凝膠化速度快, 加工溫度相對較低,產品質量穩定,密度容易控制。在結皮發泡PVC 板材生產中,為提高產品質量,嚴格控制
產品密度和厚度的波動, 多選用P - 700 型乙烯法PVC 樹脂。在自由發泡PVC 板材生產中, 從降低生產成本考慮,也有不少廠家采用了電石法P - 700型PVC 樹脂。
2. 2 穩定劑
在PVC 發泡板材生產過程中,為使物料充分塑化,物料的溫度較高; 并且板材模具橫截面寬, 流道長,特別是結皮發泡板材模具的定型段較長; 另外,發泡劑在分解過程中還產生分解熱。這些因素要求穩定劑必須具備足夠的熱穩定效能, 才能保證產品質量,長期穩定生產。氧化鉛質量分數在60 %左右的鉛系復合穩定劑多用于生產普通PVC 發泡板材;鈣鋅復合穩定劑和有機錫復合穩定劑大多用于生產出口的發泡板材和環保型裝飾板材及家具用板材。鉛系復合穩定劑中氧化鉛和硬脂酸的金屬鹽類對ADC 發泡劑有活化作用,會使ADC 發泡劑分解溫度變寬。雖然降低了發泡溫度, 但應注意熔融物料離開口模的平穩性, 避免局部突發和鼓泡現象。鉛系復合穩定劑和鈣鋅復合穩定劑大多含有一定量的石蠟、硬脂酸及硬脂酸的金屬鹽類, 在配方體系中,這些組分具有良好的潤滑作用, 應綜合考慮其對整
體潤滑性能所起的作用。
2. 3 ACR和發泡調節劑
ACR - 401D 是由甲基丙烯酸甲酯、丙烯酸乙酯、丙烯酸丁酯、苯乙烯共聚而成, 其分子結構為核殼結構,在配方體系中作為加工助劑可有效降低塑化溫度,促進塑化效果, 提高塑化效率, 提高熔體強度,減少熔融脈動, 防止熔體破裂, 顯著提高制品表面光滑度。發泡調節劑是由丙烯酸酯類多種單體經多段乳液聚合而成的具有多層結構的高分子質量聚合物,其組成與作用機理與ACR 相似, 但在配方體系中更側重于調節泡孔結構。在擠出加工過程中,發泡調節劑以分子的形式纏繞在PVC 大分子上,形成網狀結構,不但能夠促進PVC 塑化,還能顯著提高發泡熔體的強度和延展性,使發泡熔體的膨脹處于平穩可控狀態,得到泡孔結構均勻細密、獨立性好的PVC 發泡板材。無論是在結皮發泡板材還是自由發泡板材的生產中,ACR - 401D 和發泡調節劑通常是配合使用。由于ACR - 401D 和發泡調節劑本身形成的核殼結構和網狀結構對于提高制品常溫和低溫下的沖擊強度作用顯著,所以,現在生產過程中一般不再添加沖擊改性劑CPE。金泓羅門哈斯化工有限公司生產的ACR - 401D 在結皮發泡板材和自由發泡板材中均可應用。該公司生產的發泡調節劑J HB - 24 、J HB - 26 多用于生產結皮發泡板材,一般用量為6 份左右;J HB - 42 、J HB - 100 多用于自由發泡板材,一般用量為8 份左右。配合以適量的發泡劑和潤滑劑,板材密度可控制在0. 45~0. 50g/ cm3 。但有些廠家只考慮降低成本, 忽略了ACR和發泡調節劑的有效成分含量, 以及無效成分副作
用的影響,使制品密度難以有效控制,甚至生產穩定性差,次品率高,綜合成本反而大幅度提高。
2. 4 發泡劑
制備發泡制品的基本要求是:熔融物料在離開模唇之前不能發泡;發泡劑的分解溫度應與PVC 的熔融溫度范圍相匹配, 并且發泡劑的殘留量應盡量少,從而保證熔融物料在離開口模到定型模具之間發泡劑分解完全。釋壓后的熔體發生均勻膨脹, 即使在高速擠出的情況下, 熔體的膨脹仍保持平緩的速率,表面不能出現局部泡孔聚集而不斷鼓大泡的現象。通常使用的ADC 發泡劑有很多的優點, 但是其被活化后分解溫度過寬,離開口模后,極易產生局部鼓大泡的現象,在制品表面留下疤痕,使次品率升高。還應該提出的是, 因ADC 發泡劑含有偶氮基團,分解殘留物會影響到產品環保性能的檢測,對于出口產品更應該引起注意。
河南省禹州市中凱助劑廠生產的環保型PVC硬質發泡制品專用發泡劑,具有良好的加工性能,其技術指標:外觀為白色細微粉末,工作溫度為180~200 ℃,發氣量為180 mL/ g ,有效含量> 98 % ,含水質量分數< 0. 5 %。該產品在物料中易于分散,泡孔細密均勻, 產品密度可有效地控制在0 . 45~0. 50g/ cm3 。泡孔的微細特性和閉孔結構有利于形成致密光滑的表面, 在滿足密度要求的情況下, 表面硬
度可以達到邵氏D 硬度80 左右。該發泡劑為吸熱反應,可避免芯層過熱而發生降解發黃的現象,在厚壁制品中尤為重要。在生產實踐中證實, 采用該發泡劑可使生產平穩可控,在擠出速率提高30 %的情況下,熔融物料離開口模仍保持平緩的膨脹速率,生產穩定性和產品定型好, 可有效降低制品的尺寸偏差。
2. 5 潤滑劑
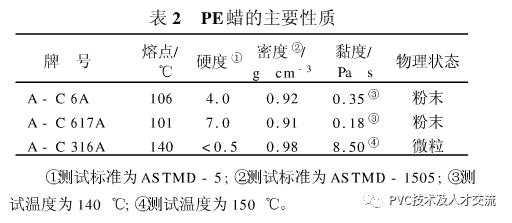
在配方設計時,對PVC 發泡板材要充分考慮體系的初期潤滑性,以降低剪切熱和摩擦熱;還要考慮后期潤滑性,使熔融物料在高溫狀態下仍有良好的外潤滑性能,長時間穩定生產時不出現沉析、結垢現象。霍尼韋爾中國公司的PE 蠟A - C 6A 有良好的初期潤滑作用和提高制品表面光潔度的作用;A - C316A 有良好的后期潤滑作用和促進物料塑化作用,其主要性質見表2 。
2. 6 填充劑
在配方體系中,輕質碳酸鈣一般用量為10~40份,除作為發泡成核劑使用外, 還能降低材料成本。但是其用量過大會使泡孔均勻性變差, 影響外觀質量,產品密度難以控制,造成綜合成本提高。
3 PVC發泡板材的性能
采用該配方生產的PVC 發泡板材的性能指標見表3 。

4.擠出模具的功能:
-
使來自擠出機的塑料熔體,由螺旋運動變為直線運動;
-
通過模腔內的剪切流動,使塑料熔體進一步塑化均勻;
-
通過模腔內流道幾何形狀與尺寸的變化,產生必要的成型壓力,確保制品質量;
-
通過模具成型段及模唇的調節作用,獲得所需斷面形狀的連續擠出制品。
擠出模具設計要點:
對于PVC低發泡擠出模具,在模具設計時重要的是建立足夠的壓力以防止塑料熔體在模腔內發泡。如果擠出物在模腔內發泡,將會產生不均勻的泡孔結構和粗糙的表面,甚至不能正常成型。要使模腔維持所需的壓力值,可通過均勻地減少模腔流道的橫截面,直到模口,即平穩地提高模具的幾何阻力。
由于熔體在實際流動過程中,有分子鏈的滑移,長鏈分子或無規線團在剪切場中還會產生舒展和螺旋運動,并非是嚴格層流,流動非常復雜。特別是對于型材模具,受未知規律的控制,模具設計主要依靠實踐經驗。
故設計PVC發泡型材模具比設計硬質品型材模具更為困難,因為在熔體離開模口時,除了模口膨脹和速度分布重排外,還有物料的發泡膨脹,這種發泡膨脹過程,又取決與千差萬別的作用變量,如發泡劑的類型和含量,PVC樹脂型號和配方,以及填料比例等。
所以設計PVC發泡擠出模具時,須特別注意,必須使流道的口模方向連續變窄,力成流道截面擴大及滯料區發生。熔體流動可借助模口的形狀,模口成型段厚度和長度,以及格柵阻流器來調整。
非對稱型材橫截面特別要求流道采用特殊設計,以實現原料在模口的均勻流動。型材模具的平行段設計必須盡可能短,因為剪切應力可能會導致預發泡,而且較短的光滑段可促進熔體的均勻發泡。
根據筆者的實踐,成型段和模口間隙比一般取L=5~10H,芯模支撐區與模口間隙之間的壓縮比較大,一般為10-15. 熔體脫離模口時膨脹比率高度方向為50%-100%,寬度方向為10%-30%,由于制品有結皮發泡和自由發泡的區別,所以制品截面尺寸和模口的截面尺寸因發泡法形成的不同而取不同的修正系數。
5 結 語
在設計PVC 發泡板材配方時,應充分了解各種助劑的有效成分的含量及無效成分的副作用, 以確保產品質量,提高產品檔次。同時,還應統籌掌握配方成本和綜合成本的關系,以達到最佳的經濟效益。
關鍵詞:聚乙烯蠟、氧化聚乙烯蠟、進口聚乙烯蠟、進口聚乙烯蠟廠家、專業聚乙烯蠟生產廠家、聚乙烯蠟制造商、塑料助劑、DBM、SBM、光亮分散潤滑劑、EBS、賽諾助劑、木塑助劑、聚丙烯蠟、EVA蠟、茂金屬蠟、微粉蠟、裂解蠟、聚乙烯蠟品牌、聚乙烯蠟廠商、青島聚乙烯蠟、專業聚乙烯蠟



")







