PVC木塑發泡墻板實用知識
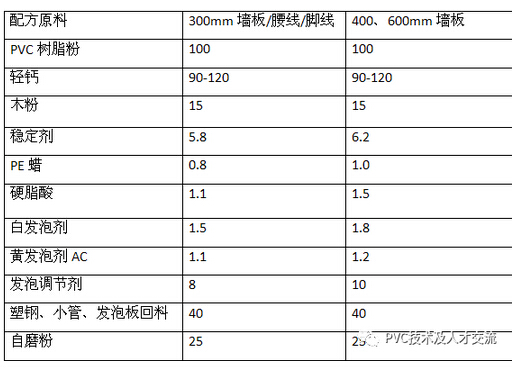
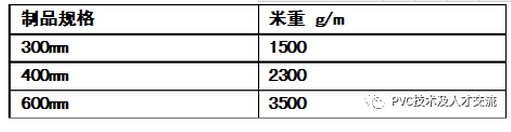
PVC木塑發泡墻板,是一種新型的裝飾材料,安裝方便,裝飾效果美觀,可分為300、400、600mm寬,并配有裝飾線條。 使用的設備 1、墻板擠出機有:65/132、80/156錐形雙螺桿擠出機 2、線條擠出機:51/105錐形雙螺桿擠出機 3、混料機:300/600、500/1000高低混混料機 4、相應型號的破碎機、磨粉機 5、包覆機、3D打印機等表面處理設備 6、相應的模具,可有共擠機及共擠模具 原材料準備 7型或者8型PVC樹脂粉,輕質碳酸鈣或者少量添加高目數重鈣,鉛鹽或者鈣鋅穩定劑,內外潤滑劑,發泡劑,發泡調節劑,目數高的木粉,顏料等等 參考配方 混料 高混125℃,低混50℃以下 混料時,加料的順序不必那么較真,實際生產中一般一次性投料為主,建議白發泡冷混時加入,能起到更好的效果 混好的物料最好經過放置24小時候用,消除內應力,令制品性能更優。 生產工藝 一、開車 1)檢查墻板模具是否裝上,各固定螺絲是否上緊;再檢查模具上的各加熱板是否裝上,其接上的加熱插頭與熱電偶是否為一一對應。 2)檢查墻板的定型模和水冷槽。調整定型模的位置使其與模具對正,并與模具處于一條直線上;調整水冷槽使其與定型模和模具處在一條直線上。 3)檢查墻板生產線的牽引機與鋸臺。接通牽引機的氣和電并檢查其是否能正常壓緊放松并能調速;接通鋸臺的電氣并檢查其工作高度是否大于墻板高度,同時使鋸臺、牽引機和定型模、水冷槽保持在一條直線上。 4)檢查定型臺的水、真空是否暢通。將模具和定型模及水冷槽的水路全部接通,挨個檢查每條水路;檢查定型臺真空泵是否能正常工作,接好并檢查定型模上的抽真空的氣管。 5)檢查擠出機主機的供水管是否開啟,同時上述幾項都已完成并確認無誤后,合閘送電。 6)對螺桿、料筒進行預熱,按照使用原料情況,對所有加熱器設定給定溫度,料筒一到四區:142℃—148℃—182℃—180℃ 合流芯:165℃ 模具溫度180℃—190℃; 型材模具預熱時間不小于0.5小時,料筒時間不小于1.0小時;為防止上次未清干凈的物料焦料分解,可先對模具低溫預熱(130℃),再升到設定溫度開車。 7)所有溫度到達設定溫度后,至少溫度恒定半小時以后方能投料開車。 8)如果是首次開車,擠出機中沒有物料,需先加入少量清洗料(92機40Kg,80機、65機20Kg左右),再加入生產用的物料。如果擠出機筒內已有清洗料,就可以直接加入生產用PVC料。 9)確認擠出機主機面板上的主機轉速和喂料轉速都處在零位上,再低速啟動主電機,啟動喂料電機,等物料從口模流出后,同時逐步同步提速,確保喂料電機與主電機轉速配合合理。 10)模具出料后觀察模具各方向的出料速度,當各方向的出料速度非常不勻時,調整模具溫度使其出料速度大致一致。 定型模給水,將墻板進入定型模后將定型模上蓋板壓上,并用螺絲固定。開啟模具冷卻水,開真空,依墻板走向將墻板順入水槽壓板。墻板出水槽后,給水槽注入冷卻水,冷卻水溫15度左右。 11)將墻板引向切割臺,完成切割。 12)除塵設備起動、查看是否正常工作。 二、墻板異常調整 墻板擠出過程中,常見非正常狀態有:墻板不直、墻板凸凹不平、面不光滑等。 1、墻板不直。首先檢查定型模與口模是否對正,一般情況下墻板向上方彎曲可能是定型模口與口模沒對正,偏高;墻板向下彎曲則是定型模口偏低。在定型模口與口模已對正之后,再檢查水冷槽、牽引和鋸臺是否與定型模對正。這些原因都排除之后,不直原因可能有兩種:①墻板制品冷卻不夠,出水冷槽后溫度仍然很高,在受外力的情況下扭曲,調整方法為增大定型模和水冷槽的冷卻水量或者想法降低冷卻水溫,再不行就降低生產速度;②兩邊出料的速度不一致,調整方法:把模具兩邊的溫度調到一樣后觀察半小時,如果沒有變化看哪邊出料慢就把哪邊的溫度升高幾度,或者哪邊出料快就把哪邊的溫度降低幾度。 2、墻板局部凸凹不平。一般墻板局部的凸凹不平主要出在定型模的真空定型段。如真空度不夠,或是定型模冷卻水不夠,調整辦法為加大該局部的冷卻水量,通過水封來提高真空度,來加快墻板制品冷卻速度。如果該局部水開到最大了還不平,那就將定型模拆下來清理其真空氣路。 3、墻板整體表面不光滑原因是模具的整體溫度過高或擠出機主機真空泵工作不正常,調法:把模具的溫度整體降低幾度或清理擠出機真空泵。 4、墻板裂筋,看是否墻板有破損進水,或者配方中潤滑劑含量偏高,或者使用了劣質穩定劑。 5、密度太大,發泡不好。首先看潤滑是否平衡,再次可適當降低發泡劑用量或者增加調節劑用量看看是否有效果,根據反饋出的情況進行調整。 5、在生產過程中要注意設備的狀態,周邊的衛生和紀律。設備狀態要注意的有(1)主機電流和機頭壓力(2)溫控臺上的溫度及每一個電流表是否正常工作(3)主電機和減速箱的溫度是否過高(4)真空泵是否正常(5)模具的熱電偶是否插到底(6)水和電是否正常。 三、停車 1)待生產用料走完之后,馬上換用清洗料,等到清洗料從模具中擠出時,停止喂料(喂料電位器逆時針旋轉到零)。 2)根據螺桿存料情況,逐步降低螺桿轉速,進行排料。主電機電流很小時,基本無料排出后,主機調整電位器逆時針旋轉到零,按主機停車按鈕,停止所有加熱器加熱。 3)停水泵、真空泵、風機; 4)關閉生產線總電源。 5)盡快趁熱將模具拆下,并清掉模具內的殘留物料,清理完畢后將模具和模具附屬的定型模、水冷槽、加熱板及各種配套螺絲交付給模具工,由模具工分類放置保存。 特別注意事項 1)嚴禁預熱恒溫時間不足,強行開車。 2)嚴禁在非零位置高速啟動主電機(啟動主電機前,必須將主電機速度電位器調到零)。 3)嚴禁過度喂料,防止主電機電流過大。(92機主機電流不得超過200A,80機不得超過130A,65機不得超過60A) 4)原料顆粒必須經過磁力架分離鐵類金屬,嚴密關注原料中混入異物,確保物料純凈。 5)裝、卸模具時,必須特別保護人身及模具安全。 6)新設備要注意看螺桿間隙是否調整合理。 7)注意查看熱電偶是否插到位,儀表是否準確是否跑溫。 產品知識 青島賽諾化工有限公司專業從事聚乙烯蠟,EBS以及硬脂酸鋅的生產和銷售,供應各種EBS 硬脂酸鋅以及聚乙烯蠟,送貨上門,服務到家,歡迎來電咨詢! 咨詢電話:400-8788532。 相關產品:賽托蠟、低聚物、聚乙烯蠟、EBS、光亮分散潤滑劑、環保穩定劑專用蠟、硬脂酸鋅、抗氧劑、氧化聚乙烯蠟、2A