
PVC鞋底配方大全(值得收藏)
鞋子制品里有許多是以PVC制品制作,雖說此工藝更多的被聚氨酯和SBS等彈性體材料取代,但是目前市場上還是存在部分PVC鞋制品出現,下面我們青島賽諾聚乙烯蠟廠家為大家簡單介紹下這類制品的制作。
一、配方設計要點
PVC鞋制品有發泡和不發泡兩種,有注塑和模壓兩種不同的加工方式,但配方的主體設計原則基本一致。
1、PVC樹脂:以SG-2、3型樹脂為主,也有使用SG-4、5型的,這主要取決于鞋制品性能的要求。對于PVC樹脂指標,一般要求表觀密度稍小,增塑劑吸收量較高,魚眼少,粒徑均一。
2、增塑劑:其添加量較大,一般在60~80PHR,主要以DOP、DBP為主,適當配以DOS耐寒增塑劑和廉價的環氧酯和氯化石蠟等。有時根據需要,也使用環氧大豆油,檸檬酸酯等環保類增塑劑。
3、穩定劑:不透明制品主要以鉛鹽類復合穩定劑為主,或以三鹽、二鹽輔以金屬皂。透明制品更多以有機錫和鈣鋅復合穩定劑為主。根據品種的不同,添加量有很大差別。
4、潤滑劑:一般以硬脂酸和石蠟為主,也可使用聚乙烯蠟或氧化聚乙烯蠟。
5、發泡劑:對于需要發泡的制品,發泡劑是必不可少的。常使用的發泡劑是偶氮二甲酰胺(AC發泡劑),注塑發泡制品添加量為0.5~1.0PHR,模壓發泡制品為5~6PHR。
6、珠光素:珠光涼鞋配方中需要添加珠光素。珠光素有珠光粉和珠光漿兩種。如B605型珠光粉,化學名稱是氯氧化鉍,分子式BiOCl,是一種堿式鉍鹽,在特定條件下合成,有較強的折光能力,和PVC混溶性、分散性好,遮蓋力強,在塑料成型過程中不易分解,并能在塑料制品表面呈現珍珠彩虹光澤,增加制品美觀。珠光漿常用的牌號是P35型合成燭光漿,它是堿式碳酸鉛顆粒,用硝化棉-醋酸丁酯和DBP作分散劑制成的漿狀體。
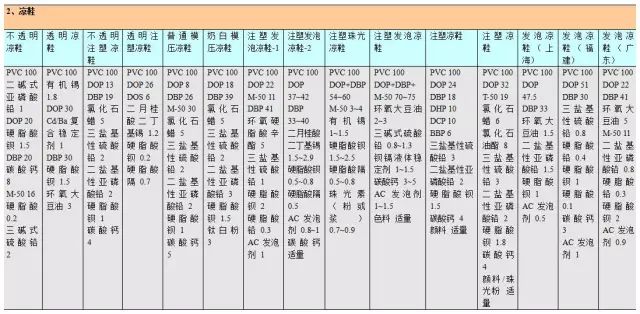
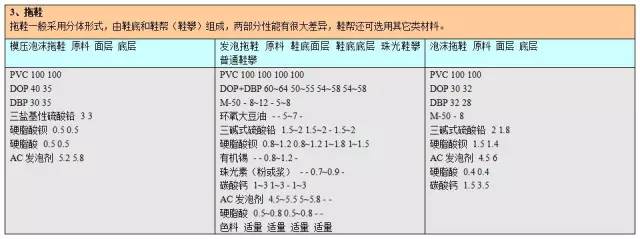
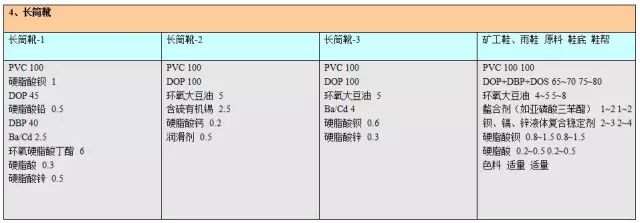
二、參考配方(重量份)
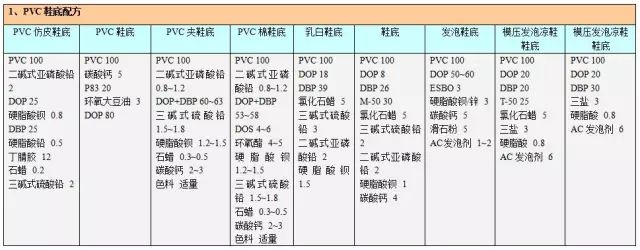
三、工藝簡述
1、 PVC注塑涼鞋
(1)配料、捏合:按照配方稱量PVC樹脂及各種助劑,在高速混合機中混合,100℃左右,放到冷卻混合機中,冷卻到50℃以下出料。
(2)造粒:擠出機造粒。單螺桿擠出機自加料段溫度為120℃,150℃,160℃,145℃。
(3)注塑成型:注塑機溫度自加料段至機頭部位溫度為140~145℃,170~175℃,160~165℃(三段式)。進料量及定型時間,根據設備和鞋號的不同適當調整。
2、PVC注塑發泡涼鞋
(1)配料、捏合:按照配方稱量PVC樹脂及各種助劑,在高速混合機中混合,100~110℃左右,放到冷卻混合機中,冷卻到50℃以下出料。
(2)造粒:擠出機加料段、壓縮段、均化段溫度分別為130℃、120℃、105℃。顆粒一般不要求充分塑化,尤其不允許顆粒內部有發泡現象。
(3)注塑成型:PVC發泡涼鞋的注塑采用兩次開模法,其目的是保證鞋底發泡而鞋幫不發泡。生產發泡鞋最好采用轉盤式注塑機,一機多模(8模或10模),才能保證質量,提高生產效率。大底模具的發泡量控制在4~5mm。中號、小號模具的發泡量控制在2~4mm。成型溫度:加料區150~160℃、中部 165~170℃,下部140~150℃。注塑溫度控制適當與否,直接影響發泡鞋的發泡倍率,定型時間約60~70s左右,具體時間根據鞋的大小確定,每雙鞋生產周期約150s。
(4)噴漆上光:PVC注塑發泡鞋最大的缺點是鞋幫表面粗糙無光,須進行表面修飾。即對鞋表面進行噴漆處理。漆料由聚氨酯清漆、環己酮、醋酸丁酯配成,或購置市售的聚氨酯清漆經稀釋后使用。操作分三步進行,即噴色邊、上光面和烘干(60℃)固化。
3、高筒靴(礦工鞋、雨鞋)
PVC高筒靴注塑工藝和PVC注塑涼鞋基本一致,只是注塑前有些差異。高筒靴注塑前,在鞋模楦上先套好完整的(幫和底縫在一起的)趟里布,然后合模,注塑 PVC料于模內,使PVC料和趟里布在鞋模上粘合成一體,待脫模后便成為一只完整的高筒靴。最后,在長筒靴的內底加貼一層厚的聚乙烯發泡片裁剪而成的趟底墊。
4、模壓發泡拖鞋
由于拖鞋的鞋底和鞋幫為單獨兩部分,鞋幫選擇余地很大,PVC鞋幫(鞋攀)一般為非發泡的,可采用和塑料涼鞋相同的工藝注塑成型。這里只對模壓發泡鞋底生產工藝進行說明。 模壓發泡拖鞋鞋底工藝:
(1)配料、捏合:可采用高、冷混合機或捏合機混合,但要保證增塑劑吸收充分、物料混合均勻。
(2)塑煉拉片:雙輥塑煉機對混好的物料進行塑煉拉片,塑煉溫度控制在130℃左右。
(3)模壓制坯:將塑煉后拉的片按樣板進行沖片,根據鞋底要求將片料進行顏色搭配,放入模具中,在熱壓機進行加熱塑化、發泡,發泡后進行冷卻定型,再脫模取出塑化好的坯料。模壓塑化溫度160~165℃,加熱蒸汽壓力0.686~0.784MPa,模壓塑化壓力4.9MPa,模壓塑化時間10~20分鐘,冷卻定型溫度50℃,冷卻定型時間20分鐘。
(4)熱處理:熱處理的目的是在常壓下,使坯料進一步加熱發泡得到發泡的鞋底片料,其操作是將坯料送入蒸汽加熱的烘房內,控制溫度100~130℃,約10~15分鐘,使之發泡,得到拖鞋鞋底發泡片料。一般出烘房后,還應在庫房存放一周后再沖片。
(5)沖裁并組裝:將發泡片料,按拖鞋的規格尺寸要求,沖裁成拖鞋底樣,然后打眼,與拖鞋鞋攀組裝,得到成品拖鞋。
4、PVC鞋底
PVC鞋底通常采用熱擠冷壓的方法生產。熱擠PVC熔體圓棒是用兩臺串聯的擠出機,第一臺擠出機主要起塑化作用,經過一次塑化的PVC物料直接進入第二臺擠出機,進一步塑化并擠成熔體圓棒。圓棒按照鞋底尺寸裁割成一定長度的棒,迅速送入鞋模內,采用冷壓法模壓成型,脫模后即制成鞋底。兩臺串聯擠出機溫度:第一臺:加料段150~155℃,出料段160~165℃。第二臺:加料段165~170℃,中段170~175℃,出料段175~180℃。冷壓時保壓時間為2~2.5分鐘。
青島賽諾化工有限公司專業從事聚乙烯蠟,EBS以及硬脂酸鋅的生產和銷售,供應各種EBS 硬脂酸鋅以及聚乙烯蠟,送貨上門,服務到家,歡迎來電咨詢!






")





