
PVC行業最重要的(沒有之一)檢測設備-流變儀

pvc加工過程中,物料的熱穩定性,潤滑性,塑化性能等等的檢測往往讓您摸不著東西,哪個物料好壞?穩定?往往難以判斷。轉矩流變儀作為pvc加工檢測儀器,為我們指明了方向,讓我們睜開眼睛看pvc各種物料加工性能優劣,歷史消息我們已經介紹了流變儀的應用檢測方向,這篇我們將對流變曲線做詳細說明,讓大家學會使用流變儀,讓大家睜開眼睛看自己家的各種助劑。
流變曲線一般有加料扭矩,最低扭矩,最高扭矩和平衡扭矩四個重要的扭矩值和最低扭矩時間,最高扭矩時間以及平衡扭矩時間三個重要的時間值。下面給出了我們對這七個值的理解以供大家參考。
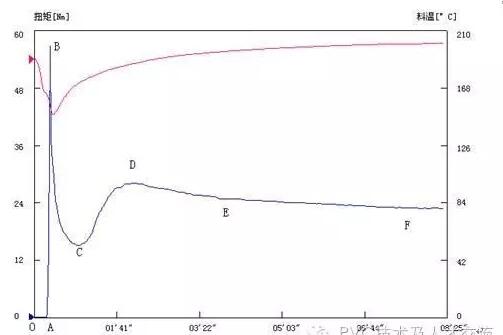
1、 加料扭矩:加料扭矩即加料峰所對應的扭矩,加料扭矩表示的是物料顆粒之間以及物料顆粒與金屬表面的靜摩擦值。加料扭矩一般很高是因為靜摩擦要大于動摩擦以及加料以后壓料塊和轉子之間的物料被充分積壓所引起的。
2、 最低扭矩:最低扭矩即加料峰和塑化峰之間的最低谷所對應的扭矩值,加料峰過后一方面因為物料顆粒之間以及物料顆粒與金屬表面的摩擦由靜摩擦轉為動摩擦,而動摩擦系數降低,故扭矩降低,另一方面因為物料在密煉室內的均勻分布,使得壓料塊與轉子之間的物料減少,壓力降低使扭矩下降,同時更為重要的是PVC顆粒表面的低熔點潤滑劑已開始熔化,使得PVC顆粒之間以及PVC與金屬表面之間的摩擦下降,這三種綜合作用的結果使得扭矩降到最低而形成最低扭矩。
3、 最高扭矩:最高扭矩即塑化峰的最高點所對應的扭矩,在最低扭矩點,PVC顆粒之間沒有粘連,PVC顆粒不受相鄰顆粒的任何束縛而自由滑動,同時由于低熔點潤滑劑的潤滑作用使得物料顆粒間以及物料顆粒與金屬表面之間的摩擦將至最低,故扭矩最低。隨著物料溫度的進一步升高,加工助劑開始熔化,同時PVC顆粒表層的分子也開始熔融,這樣每個PVC顆粒開始與相鄰的顆粒發生粘連而形成一種三維的立體結構,使得PVC顆粒之間不能自由滑動。同時,PVC顆粒的形狀由于受熱而開始由球形向非球形轉變,這樣就使得PVC顆粒之間的摩擦增加,另一方面由于部分高熔點的潤滑劑還未能完全熔融而析出到物料熔體的表面,所以物料與金屬表面的摩擦也很大,這三種因素的相互作用使得扭矩逐漸增大而達到最大扭矩。
4、 平衡扭矩:最高扭矩過后,扭矩值平穩下降,降到某一點后扭矩值幾乎不再隨時間的變化而變化,此時的扭矩值即為平衡扭矩。最高扭矩過后,PVC顆粒開始逐漸熔融為PVC分子,PVC顆粒的粒徑和數量都在逐漸的下降,因此PVC顆粒之間的摩擦在下降,同時隨著時間的推移和溫度的升高,各種潤滑劑開始全面溶解,內潤滑劑開始滲透到PVC分子之間降低PVC分子之間的摩擦力,外潤滑劑開始析出到熔體的表面而降低PVC熔體與金屬表面的摩擦,上述幾種因素的綜合作用使得扭矩值從最高扭矩逐漸下降到平衡扭矩。到達平衡扭矩后,熔體的摩擦生熱和向外部的散熱基本平衡,熔體溫度幾乎不變,同時PVC顆粒已經消失而熔化為PVC分子,故PVC粒子之間的摩擦力也不再存在,另一方面內潤滑劑全部分散在PVC分子之間,外潤滑劑基本全部分散在熔體表面和金屬表面之間,因此熔體內部的摩擦和熔體與金屬表面之間的摩擦都不再發生變化,故扭矩幾乎不再變化,而達到平衡形成平衡扭矩。
5、 最低扭矩時間:最低扭矩時間即到達最低扭矩時的時間。在其他原料相同的情況下,低熔點的外潤滑劑量越多,最低扭矩時間越小。
6、 最高扭矩時間:最高扭矩時間即到達最高扭矩時的時間,也叫凝膠化時間,是PVC顆粒之間開始粘連形成熔體的時間。是物料塑化快慢的標志。最高扭矩時間越短塑化越快。
7、 平衡扭矩時間:平衡扭矩時間即到達平衡扭矩時的時間,表示塑化完成的時間。
1、 檢驗原材料批次之間的穩定性
假設外部條件如:設備,溫度,物料的表觀密度完全相同,影響塑料配方的加工性能的主要因素就是配方中使用的各種原材料。如果原材料完全相同則配方了得加工性能也完全相同,流變儀測試的流變曲線也將完全重合。如果其中的一種原料如:PVC,穩定劑,加工助劑,潤滑劑,碳酸鈣,抗沖改性劑不同則可能引起配方料加工性能的變化而使流變曲線的形狀發生變化。因此可用流變儀測試各種原材料的穩定性。
2、 更換原材料調整配方的依據
如果塑料制品如:異型材,管材等的表面光潔度,沖擊強度,焊角強度,硬度,拉伸強度,耐候性等各項指標需要改善時,如果通過更新設備,調整工藝條件達不到目的時,有必要調整配方,更換原材料。這時如果使用流變儀,可節省大量的人力,物力和時間。下面舉例說明。
A、 改善制品的表面光潔度:制品的表面光潔度與PVC的塑化程度,潤滑劑的種類和量,熔體壓力以及設備有關。在設備一定的情況下,PVC的塑化度越高,高熔點的外潤滑劑的量越多,模頭溫度越高,熔體壓力越大則制品的表面光潔度越高。這樣,提高PVC制品的表面光潔度可通過增加加工助劑,高熔點外潤滑劑的用量來完成。但是,增加加工助劑的用量,可以提高PVC的塑化度,可是,提高潤滑劑的用量又會降低PVC的塑化度,因此,這時應該通過流變儀來調整加工助劑和潤滑劑的量,使得在潤滑劑的量增加的前提下,還要保持塑化時間與原配方一致或提前,而最高扭矩和平衡扭矩要高于原配方,這種變化的大小可視配方的穩定劑系統的強弱,如果,穩定劑系統強大的話,可大幅度調整,而穩定劑系統較弱的話,可小幅度的調整。
B、 沖擊強度一般與PVC的塑化度、抗沖改性劑的種類和玻璃化溫度有關,在保證穩定劑足量的情況下,可用流變儀選擇加工性能好,玻璃化溫度低的抗沖改性劑。同時由于不同的沖改性劑具有不同的加工性能,因此在比較兩者俄抗沖擊性能時,必須使用流變儀調整配方,使兩者配方的加工性能一致,這是比較的結果才能真實地反映兩者的抗沖擊強度。
3、 檢驗穩定劑的穩定效果
可以通過測試穩定劑的拐點時間來測試穩定劑穩定性能的好壞。拐點時間越長的穩定性越好。
流變儀有哪些檢測作用呢?
4、 可以檢驗PVC的分子量的大小
對同一個廠家的PVC來說,如果不同批次的PVC的流變曲線不重合,則可能表示PVC的分子量不同,塑化快,平衡扭矩低的PVC分子量低。塑化慢,平衡扭矩高的PVC分子量大。
5、 加工助劑塑化的快慢
對同一個廠家的加工助劑來說,如果質量穩定的話,不同批次的加工助劑的流變曲線必須是重合的,如果流變曲線不重合的話勢必造成擠出機的主機電流的波動而使生產不正常。如果塑化時間短的話,則加工助劑塑化快,則表示加工助劑的熔點降低。如果塑化時間長的話,則加工助劑塑化慢,熔點升高。
青島賽諾化工有限公司一直注重產品質量,批次間的穩定性,很早就引進了流變儀,對客戶來樣,自產的不同批次的聚乙烯蠟產品進行檢測,以保證產品批次間的穩定性,出廠前檢測,青島賽諾一直以客戶需求為己任,為客戶提供可靠有保障的服務,具體產品,請咨詢:400-8788-532










