
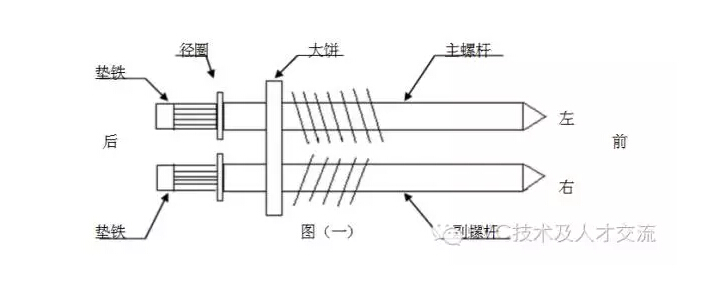
PVC錐形雙螺桿間隙的調整

間隙調整分為
A螺桿和螺筒之間
一般65機螺桿向后退的距離是6-8mm螺桿與料筒的間隙為0.25-0.35mm。
55機是5-7mm 0.20-0.30mm
45機是4-6mm 0.15-0.25mm
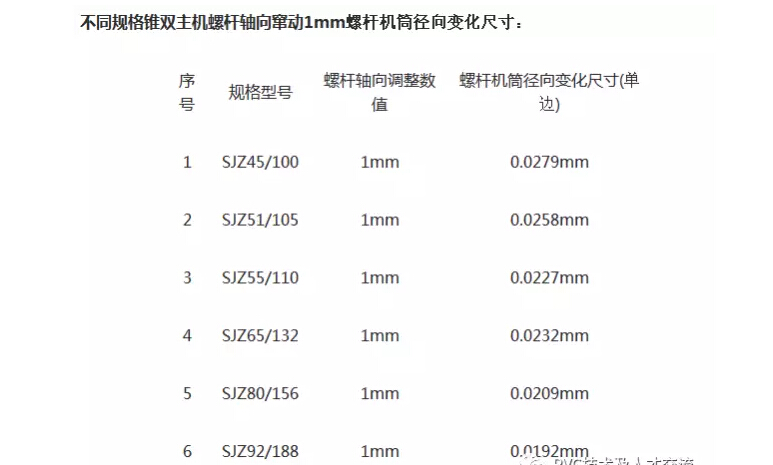
而且螺桿每向后退一個毫米,螺桿與料筒的間隙是0.0215mm(單邊)。我們先選擇一下65機型應向后退多少mm,因是65機型,所以我選擇兩螺桿應向后退7mm為佳,那么兩螺桿與料筒之間的間隙是7×0.0215=0.1505mm(單邊),那么兩邊加起來的間隙應是0.1505+0.1505=0.301mm,這個數據已經能達到生產需要。
B螺桿之間的間隙(點擊可以查看詳情)
C螺桿向前運動限制
調整間隙所需的工具:
塞尺兩把、游標卡尺一把、深度尺一把、內千分尺一把、銅棒一根(¢65×300)
測量前需注意事項
這三個間隙需要仔細按部就班的去做。
1)測量一直在同一地方零點,在螺桿出口和螺筒前面用MARK筆作彩色標記。
2)分配齒輪軸,螺桿,螺筒內壁。這些接觸面必須清潔。
調整A
在螺筒內徑和螺桿之間一定存在一個0.20MM的間隙。
1)將分配齒輪軸推回到沒有軸向間隙。
2)推動右手螺桿,觀察在擠出機里的趨勢(螺桿末端沒有保護板)
3)穩固推動滑鍵套到螺桿末端。
4)穩固的推動右手螺桿朝著分配軸方向運動。
5)現在測量這個距離。從機筒前端面到右手螺桿出口面。
6)用銅棒將同一根螺桿朝前推出。
7)再次測量螺桿伸出距離。可以接受的距離是4.0+0.5mm(TITAN).(KONOS4.3+/-0.5.) 通過添加墊片來獲得想要的尺寸。
例:右手螺桿測量尺寸往前是4MM,往后是2MM。距離等于6MM。所以減去2MM墊片。
左手螺桿同上。
調整B
螺桿之間最大不同間隙時0.1mm. 將左右手螺桿推回到位,固定住左手螺桿。用銅棒將右手螺桿朝前推出。測量這個距離。同樣測量左手螺桿朝前距離。
例:右手螺桿1.2mm 左手螺桿0.6mm 不同間隙是1.2-0.6=0.6mm
0.6/2=0.3mm
添加或移出左右手螺桿墊片使其間隙達到規定值。
右手螺桿0.9mm(-0.3mm)
左手螺桿0.9mm(+0.3mm)
兩根螺桿齒咬合均勻。
前后都有一定間隙。
調整C
螺桿保護板和螺桿固定環之間有0.8-1.5mm安全限制。
可以固定用1.0墊片測量。

青島賽諾化工有限公司專業從事聚乙烯蠟,EBS以及硬脂酸鋅的生產和銷售,供應各種氧化聚乙烯蠟,聚丙烯蠟,EVA蠟,茂金屬蠟,DBM,SBM,尼龍,EBS ,硬脂酸鋅以及聚乙烯蠟,送貨上門,服務到家,歡迎來電咨詢! 咨詢電話:400-8788532。
相關產品:賽托蠟、低聚物、聚乙烯蠟、EBS、光亮分散潤滑劑、環保穩定劑專用蠟、硬脂酸鋅、抗氧劑、氧化聚乙烯蠟、2A










