業(yè)")
塑料(PVC)擠出機(jī)螺桿與機(jī)筒間隙的影響
解決方案")
擠出機(jī)是擠出、注塑、吹塑等塑料成型工藝的關(guān)鍵部件,螺桿則是塑料擠出機(jī)的心臟。由于裝配的需要,擠出機(jī)螺桿與機(jī)筒之間存在一個配合間隙δ,由于這個配合間隙在螺桿直徑方向上,所以也稱直徑間隙或裝配間隙。而且這個配合間隙是一個關(guān)系到擠出機(jī)工作性能的重要參量。下面我們聚乙烯蠟生產(chǎn)廠家分兩部分,第一部分論述間隙δ的存在對擠出機(jī)整機(jī)性能的影響;第二部分說明國內(nèi)外擠出機(jī)螺桿機(jī)筒直徑間隙大小不同比較。
1.間隙對擠出機(jī)工作性能的影響。
1.1靜態(tài)影響
擠出機(jī)流量計算公式為:Q=Qd-Qp-Ql 即等于正流Qd、壓力流Qp和漏流Ql的代數(shù)和。其中擠出機(jī)漏流Ql是一種在螺棱和機(jī)筒形成的間隙δ中沿螺桿軸線向料斗方向的流動,它是由機(jī)頭、分流板和濾網(wǎng)等對熔體的反壓造成的流動。由于間隙δ很小,故在正常情況下,漏流較之正流小很多。但也不能完全忽略之。
在相關(guān)假設(shè)基礎(chǔ)之上,根據(jù)流體力學(xué)的分析方法,可推導(dǎo)出漏流量的計算公式如下:
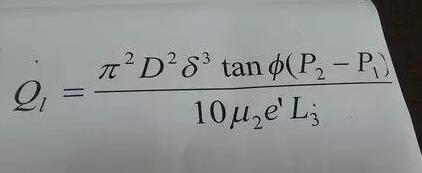
(具體推到過程參見參考文獻(xiàn)[1]和[3])
式中:D為螺桿直徑(cm);δ為螺桿與機(jī)筒間隙(cm);μ2為間隙δ中塑料熔體的黏度(pa·s);φ為螺旋升角;e'為沿螺桿軸向測得的螺紋棱寬(cm);p1為計量段開始處熔體壓力(Mpa);p2計量段末端處熔體壓力(Mpa);
由以上兩公式可以看出:增加擠出機(jī)產(chǎn)量,需要減少漏流量。而漏流量與螺桿機(jī)筒間隙的三次方成正比。因此可以通過減小螺桿與機(jī)筒之間間隙來實現(xiàn)減少漏流量。
由于螺桿與機(jī)筒的間隙關(guān)乎擠出機(jī)產(chǎn)量及加工、裝配精度。在設(shè)計擠出機(jī)時,需要從各個因素來綜合考慮螺桿與機(jī)筒間隙。間隙太小,擠出產(chǎn)量增加產(chǎn)量,但增加螺桿與機(jī)筒的磨損。間隙太大,一方面漏流量上升,產(chǎn)量下降;另一方面,將導(dǎo)致熔膜增厚,因而不利于熱傳導(dǎo)并降低了剪切速率,不利于物料的熔融。且實踐證明[1]:當(dāng)δ增大至計量段螺槽深的15%時,在給定條件下,經(jīng)計算其漏流量已達(dá)37%。此時,螺桿和機(jī)筒磨損太大,生產(chǎn)很不經(jīng)濟(jì)。所以有必要選擇高耐磨材料,如雙金屬機(jī)筒與螺桿結(jié)構(gòu)。
另外,在擠出機(jī)設(shè)計中,還要根據(jù)被加工物料性質(zhì)選擇不同的間隙δ值。例如:對于溫度敏感的物料,間隙δ值可以選大些,減少因剪切而產(chǎn)生的熱分解;對于低粘度的非熱敏性物料,比如高密聚乙烯,間隙δ可以小一些,以增加其剪切。
1.2 動態(tài)影響
上面只是靜態(tài)地分析了螺桿機(jī)筒間隙對擠出機(jī)工作性能的影響,主要是溫室時的裝配間隙。當(dāng)擠出機(jī)運轉(zhuǎn)時,由于加工溫度和螺桿上的壓力載荷,螺桿和機(jī)筒間的實際間隙會發(fā)生變化。當(dāng)加工溫度遠(yuǎn)高于是溫室時,螺桿和機(jī)筒具有不同的熱膨脹系數(shù),或螺桿溫度與機(jī)筒溫度不同時,間隙就會發(fā)生變化。而間隙的變化就有可能引起螺桿抱死現(xiàn)象。
計算表明[4]:由壓力載荷引起的螺桿徑向膨脹,而發(fā)生間隙變化相當(dāng)小,可以不予考慮。倒是擠出機(jī)加料段的螺桿和機(jī)筒溫度差異需要特別關(guān)注。加料段的機(jī)筒上一般都有水冷卻,而螺桿卻因為其它區(qū)的高溫?zé)醾鲗?dǎo)溫度較高。由此螺桿與機(jī)筒就存在一個溫度差。這個溫度差導(dǎo)致了兩者的膨脹不同,進(jìn)而使兩者之間的間隙發(fā)生變化。如果間隙小到超出原裝配間隙時,就會發(fā)生螺桿抱死現(xiàn)象。為了避免螺桿抱死情況的出現(xiàn),可以在設(shè)計擠出機(jī)時,加大加料段的螺桿機(jī)筒間隙,也即減少進(jìn)料段的螺桿直徑,每毫米至少0.002㎜[4]。這樣,在增加加料段螺桿與機(jī)筒間隙之后,既基本不影響擠出機(jī)的工作性能,還將大大降低擠出機(jī)螺桿抱死的可能性。
2.國內(nèi)擠出機(jī)螺桿與機(jī)筒直徑間隙與國外螺桿機(jī)筒間隙比較。
上面分析了擠出機(jī)螺桿與機(jī)筒間隙的對整機(jī)工作性能的靜態(tài)與動態(tài)影響。下面比較國內(nèi)與國外對螺桿機(jī)筒間隙的不同要求。
表1 螺桿與機(jī)筒直徑間隙(JB/T8061-96) 單位:㎜
|
螺桿直徑 |
20 |
25 |
30 |
35 |
40 |
45 |
50 |
55 |
60 |
|
|
直徑間隙 |
最大 |
+0.18 |
+0.20 |
+0.22 |
+0.24 |
+0.27 |
+0.30 |
+0.30 |
+0.32 |
+0.32 |
|
最小 |
+0.08 |
+0.09 |
+0.10 |
+0.11 |
+0.13 |
+0.15 |
+0.15 |
+0.16 |
+0.16 |
|
|
螺桿直徑 |
65 |
70 |
80 |
90 |
100 |
120 |
150 |
200 |
||
|
直徑間隙 |
最大 |
+0.35 |
+0.35 |
+0.38 |
+0.40 |
+0.40 |
+0.43 |
+0.46 |
+0.54 |
|
|
最小 |
+0.18 |
+0.18 |
+0.20 |
+0.22 |
+0.22 |
+0.25 |
+0.26 |
+0.29 |
||
表2 國外螺桿與機(jī)筒直徑間隙 (注:上表單位:in,下表單位:㎜)
|
螺桿直徑 |
2-1/2" |
3-1/2" |
4-1/2" |
6" |
8" |
10" |
12" |
|
|
直徑間隙 |
最大 |
0.010 |
0.012 |
0.013 |
0.016 |
0.019 |
0.021 |
0.025 |
|
最小 |
0.007 |
0.01 |
0.010 |
0.013 |
0.016 |
0.018 |
0.020 |
|
|
螺桿直徑 |
63.5㎜ |
88.9㎜ |
114.3㎜ |
152.4㎜ |
203.2㎜ |
254㎜ |
304.8㎜ |
|
|
直徑間隙 |
最大 |
0.254 |
0.3048 |
0.3302 |
0.4064 |
0.4826 |
0.5334 |
0.635 |
|
最小 |
0.1778 |
0.254 |
0.254 |
0.3302 |
0.4064 |
0.4572 |
0.508 |
|
從以上表1、表2數(shù)據(jù)分析:1)螺桿直徑超過200㎜,JB/T8061標(biāo)準(zhǔn)內(nèi)沒有規(guī)定;2)國外螺桿與機(jī)筒直徑間隙比國內(nèi)標(biāo)準(zhǔn)平均小0.1㎜;3)國外標(biāo)準(zhǔn)公差帶在0.07~0.13㎜范圍內(nèi),而JB/T8061標(biāo)準(zhǔn)內(nèi)同規(guī)格公差帶在0.16~0.25范圍內(nèi)。由此可以看出國外對于螺桿與機(jī)筒要求的嚴(yán)格。
當(dāng)然,在標(biāo)準(zhǔn)JB/T8061里規(guī)定的螺桿機(jī)筒間隙只是一個最低的參考要求。在現(xiàn)代的加工條件下,完全有能力再縮小間隙。當(dāng)然這也是有必要的。但間隙減小也需要螺桿和機(jī)筒的加工支持。在德國等發(fā)達(dá)國家對于螺桿機(jī)筒加工精度的提高[5],比如螺桿端面跳動誤差可以控制在0.01㎜以內(nèi);螺桿外徑誤差可以控制住0.005㎜以內(nèi);螺桿外表面和料筒內(nèi)表面的粗糙度不大于0.2µm。也正是國外塑機(jī)產(chǎn)業(yè)在螺桿機(jī)筒等各個環(huán)節(jié)的精益求精,保證了整機(jī)裝配精度及工作性能,讓進(jìn)口擠出機(jī)與國產(chǎn)擠出機(jī)在能耗、塑化能力等方面有了很大的差距。比如國內(nèi)生產(chǎn)的φ150/25擠出機(jī),在加工HMWHDPE粉料時,其塑化能力僅達(dá)到400kg/h,德國Krupp公司的φ150/25擠出機(jī)在加工70%新料和30%粉碎料混合的HMWHDPE,其塑化能力達(dá)到600kg/h,是國產(chǎn)擠出機(jī)產(chǎn)量的1.5倍。
總之,塑料擠出機(jī)螺桿與機(jī)筒間隙值的選取是一個綜合性問題,在設(shè)計時,必須結(jié)合被加工物料的性質(zhì)、機(jī)頭阻力的情況、螺桿機(jī)筒的材質(zhì)及熱處理情況、機(jī)械加工條件以及螺桿直徑大小來合理選取。
關(guān)鍵詞:聚乙烯蠟、氧化聚乙烯蠟、進(jìn)口聚乙烯蠟、進(jìn)口聚乙烯蠟廠家、專業(yè)聚乙烯蠟生產(chǎn)廠家、聚乙烯蠟制造商、塑料助劑、DBM、SBM、光亮分散潤滑劑、EBS、賽諾助劑、木塑助劑、聚丙烯蠟、EVA蠟、茂金屬蠟、微粉蠟、裂解蠟、聚乙烯蠟品牌、聚乙烯蠟廠商、青島聚乙烯蠟、專業(yè)聚乙烯蠟
助劑")
合穩(wěn)定劑用聚乙烯蠟")



線漆專用聚乙烯蠟")




同類文章排行
- 中國塑料加工工業(yè)協(xié)會領(lǐng)導(dǎo)到訪青島賽諾——共商中國填充改性產(chǎn)業(yè)鏈生態(tài)技術(shù)培訓(xùn)新趨勢
- 塑料薄膜生產(chǎn)加工時加入硬脂酸鈣
- PE管材生產(chǎn)線開關(guān)機(jī)要求
- 【聚乙烯蠟】改變世界的五大發(fā)明——塑料
- 【賽諾】聚乙烯蠟簡介
- 國內(nèi)聚乙烯蠟---PE蠟市場現(xiàn)狀
- 【賽諾】世界那么大,我來帶您了解聚乙烯蠟的應(yīng)用
- 鐘南山的央視采訪透露——無紡布原料廠家聚乙烯蠟
- 【聚乙烯蠟】疫情當(dāng)前,使命擔(dān)當(dāng),賽諾無紡布原料廠家正在行動……
- 【聚乙烯蠟】無紡布廠家都用賽諾的原因
最新資訊文章
您的瀏覽歷史

