
硬質PVC發泡裝飾板材生產工藝配方參數

硬質PVC發泡板材在現代家裝中占有著重要的作用,那么優質的硬質PVC板材是怎樣生產出來的呢?青島聚乙烯蠟廠家為您整理硬質PVC發泡裝飾板材生產工藝配方參數,僅供參考,視具體生產工藝做具體調整。
一、什么是硬質PVC發泡板起源?
這個時間應該說歷史不長,在上世紀70年代研發的,真正產業化也是上世紀90年代。這個材料一出來,人們就稱它為“未來的木材”,其化學成分是聚氯乙烯。由于硬質PVC低發泡制品的應用非常廣泛,它幾乎能替代所有用木材制作的產品。具有了與木材競爭的能力。
硬質發泡的技術近幾年發展也比較迅速,美國在發展硬質PVC發泡技術方面非常突出,投入大,產出高,開發出了很多新產品,使硬質PVC發泡制品在建筑裝飾材料領域,家具用材料方面都實現了產業化。
硬質PVC發泡制品的加工技術進步很快,無論是設備、模具還是配方工藝均有了發泡的要求。
在PVC發泡制品中添加了木粉或者其他填充料,通過添加不同的填充料,賦予硬質PVC發泡制品不同的特性。提高該產品在替代各種建筑材料,裝飾材料的應用范圍。同時硬質PVC發泡制品表面裝飾性好。
硬質PVC低發泡材料與木質材料相比具有防潮、防腐、防蟲、阻燃、可無需油漆、無毒無味等特點,還會防白蟻。該類產品不但可以節約木材,還可以有效改善人們的居住環境,是最佳的室內外建筑材料。 PVC低發泡材料能工地取代木材之外,而且也可以取代其他的建筑材料。首先它減少了原料用量,進而降低了產品的成本;降低了熱導率,提高了保溫性,隔熱性;減少了熱膨脹性。
現在的PVC發泡形成規模的產品主要有硬質PVC自由發泡和結皮發泡實心板、中空各自板,硬質PVC發泡裝飾型材、管材、硬質PVC發泡塑木制品等。在建筑、包裝、家具工業等領域內,應用越來越廣泛。
二、PVC發泡板
PVC發泡板又稱為雪弗板或安迪板,按制作工藝、外觀和性能可分為PVC結皮發泡板和自由發泡板。
PVC結皮發泡板采用塞盧卡工藝生產,表面結一層硬皮,光滑平整、硬度高、力學性能好,并且產品精度高、厚度誤差小,對模具、配方、工藝、原材料要求嚴格。
PVC自由發泡板,表面疏松,沒有結皮,呈現細密凹凸狀麻面,有利于印刷、噴涂、貼面,采用普通發泡模具即可生產,工藝過程相對容易控制。
三、PVC自由發泡與可控發泡之間的區別
PVC直接發泡方法(也叫定向發泡),這種擠出發泡離不開自由發泡工藝法和可控發泡工藝法(也叫結皮發泡法、向內發泡法)
對于自由發泡,含有發泡劑的熔體離開模口之后,開始自由膨脹在距模口一定距離內,通過定型裝置獲得所需形狀,和發泡密度大小要求的發泡制品,這種發泡制品的橫截面上的密度大致相同,周邊有密實但很薄的外表皮包圍。管材、板材、型材在適合的工藝條件下都可由自由發泡法成型。目前比較一致的觀點是,自由發泡法應用往往限于較小截面的制品,截面積一般<3000平方毫米,主要是薄壁件。
對于可控發泡法,定型裝置與模口直接相連,其外輪廓與口模相同。這種定型形式的結果是,使含有發泡劑的熔體,一離開模口,就使整個擠出物表面被迅速冷卻,阻止了擠出物表層泡孔的形成,和擠出物橫截面上的任何外形尺寸脹大現象。同時模口內的模芯所產生的空腔在定型過程中被熔體形成的泡孔所充滿,這種發泡制品橫截面上密度變化很大,芯部密度低,外表層密度高。這種方法同樣可以生產管材、板材和型材,而且強度結構等要比自由發泡好,所以常常用來制造滿足不同要求的PVC低發泡結構材料,而且可控發泡允許PVC制品橫截面積>3000m平方毫米,有的以超過30000平方毫米。
四、發泡板的生產
4.1、PVC發泡板示例參考
原料 配方1 配方2 配方3 配方4
PVC(700) 100 100 100 100
復合鉛鹽穩定劑 4 0 0 0
鈣鋅穩定劑 0 5 0 0
稀土環保穩定劑 0 0 0 4.2
有機錫穩定劑 0 0 2.2 0
發泡調節劑 11.5 11.5 11.5 11.5
發泡劑AC 0.7 0.7 0.7 0.7
白色吸熱發泡劑 1.4 1.5 1.4 1.4
316A(OA6) 0.6 0.6 0.65 0.6
60 0.8 0.78 0.8 0.8
PE蠟 0.55 0.55 0.58 0.55
輕質碳酸鈣 65 65 65 65
回料 40 40 40 40
4.2、原材料要求
PVC樹脂:一般選用8型樹脂,加工時凝膠化速度快,加工溫度相對較低,產品質量穩定,密度容易控制。近年來很多廠家換成5型樹脂。
穩定劑的選用:考慮到環保且效果好首選稀土穩定劑,但因價格相對高,沒有推廣開來,未來隨著環保的要求力度加大,稀土穩定劑的市場將迎來光輝前景。鈣鋅穩定劑存在鋅燒問題以及穩定效果略差用量也較少。目前應用最多的還是鉛鹽穩定劑,發泡板因模具橫截面寬、流道長且黃發泡分解產熱多,要求穩定劑含鉛量高,穩定效果好,否則制品容易出現各種問題。
發泡劑的選用:發泡劑AC在分解過程中放出大量的熱,容易導致斷面中間發黃,這就要求配合一定量的白色發泡劑,分解起到吸收多余熱能的作用,要求發泡劑目數要大,才能做到發泡均勻無大泡孔。
發泡調節劑:通過多年的研發和改進,發泡調節劑ACR的工藝技術越來越純熟,性能質量越來越穩定,發泡板根據厚薄,薄板宜選用塑化快的,厚板應選用塑化慢溶體強度大的發泡調節劑。
潤滑劑選用:遵循初期中期后期潤滑兼顧原則,讓物料在各個階段均有潤滑劑的保護,堅持長時間穩定生產而不析出結垢。
發泡助劑:生產中為改善發泡質量和泡沫結構可以少量添加發泡助劑氧化鋅,為減少析出可以少量添加硅酸鋁。
顏料:為達到更加美觀的效果,可以添加鈦白粉和熒光增白劑,為提高耐候性可添加抗氧化劑和紫外線吸收劑。
填充劑:選用輕質碳酸鈣或重鈣即可,無需使用活性鈣,選用以高目數為主。
4.3、工藝要求
混料溫度125度左右,冷混50度左右,白發泡有條件可以在冷混時加入,料筒溫度的設定一般由高到低,合流芯保證物料熔融流動即可,模具溫度由中間往兩側升高。結皮發泡板為提高硬度可增加冷卻模唇或者降低模板溫度。
4.4、生產過程中遇到的問題判斷解決
1.熔體強度不足會導致發泡片泡孔大,縱切面泡很長。判斷方法:到三輥后面用手指按壓包在中輥上的片材,熔體強度好按壓時能感覺到彈性。若按壓后很難彈起,說明熔體強度較差。
2.外滑太少,擠出機5區溫度不易控制,易升溫,導致合流芯溫度高,板材中間出大泡、串泡、發黃等問題,板材表面也不光滑。
3.外滑多,析出會變得嚴重,表現在模具內的結構和板材表面外滑的析出,也會表現為某些個別現象在板面上不定期的來回移動。
4.內滑不足板面難以控制厚度,表現為板材中間厚兩邊薄。
5.內滑多,易出現合流芯溫度高的現象。
6、板面發黃 。擠出溫度過高或者穩定性不足,解決辦法,降低加工溫度,如果不見好轉可調整配方,適當增加穩定劑和潤滑劑,可逐一改變,容易很快找出問題所在,最快的速度解決問題;
7、板材中間發黃。主要原因是料筒芯部溫度模具溫度高有關,潤滑劑用量也有關系,再次與白發泡劑有一定關系;
8、板面彎曲。料流不均或者冷卻不到位,造成料流不均的因素一般有牽引波動大或者配方中內外潤滑不均衡,機器的因素容易排除,配方調整一般在外潤滑盡量少的前提下調整內潤滑會有很好的效果,同時保證冷卻均勻到位。
9、橫切面出現泡孔或者泡分層。原因可歸結為一點,就是熔體強度不夠,造成熔體強度不夠的原因有:
9.1.發泡劑過量或者發泡調節劑不夠或者二者比例不協調,或者發泡調節劑質量問題。
9.2.塑化不良,加工溫度低或者潤滑過量。
10、板面厚度不均。出料不均,可調整模唇開度,如果流速太大可調整阻流棒,配方調整,一般內潤滑多了中間厚,外潤滑多了兩邊走料快.
11、交接班時易出現的板材厚薄紋路等的變化。主要原因,與混料有關,上一個班混料后,等下班次接班后混料中間間隔時間長,混料桶得到很好地冷卻,第一鍋混料預塑化好,與之前混料形成差異,在其他條件不變的情況下,易產生波動,可調整牽引、加工溫度或通過管理得以解決。
12、發泡塑料板材截面產生破泡或穿泡兩方面的因素:
A、是因熔體本身局部強度過低,破泡是由外向里形成的;
B、是因熔體周邊壓力偏小,局部泡孔發生膨脹,強度減弱,破泡是由里向外形成的。在生產實踐中,兩種作用沒有明顯區別,有可能同時存在,大部分破孔都是局部泡孔不均勻膨脹后,熔體強度降低所致。熔體本身強度過低與熔體周邊壓力偏小的因素很多,概括起來,主要有以下幾個方面。
首先是分子量或聚合度過低
PVC樹脂一般根據其聚合方法可分為乳液法PVC和懸浮法PVC及本體PVC三種。生產硬質PVC發泡產品時,如采用乳液法PVC樹脂可得到泡孔均勻,表面光滑的制品,但制品的尺寸穩定性難以控制;且乳液法PVC樹脂生產的成本較高;若采用懸浮法PVC樹脂,產品的外觀質量和泡孔均勻度稍差。
綜合工藝、價格及性能等方面,宜將兩者按一定比例混用,比例可以為80/20-20/80之間。板材成型橫截面積較寬,從擠出機頭進入口模要分布到一個相當于1.3米左右的寬度,要得到充分發泡的低密度塑料制品,采用的樹脂粘度不宜過高,為了有利于氣泡的分散與膨脹,板材整個橫截面壓力協調一致,對熔體流動性要求高。若PVC樹脂粘度過高,熔體流動性差,板面平整度難以保證,泡孔不易擴張,導致發泡倍率低;反之,若PVC樹脂粘度過低,又會致使熔體強度低,容易引發破泡。
生產結皮發泡塑料板材宜選用SC-7性樹脂,盡量不要選用SC-8型樹脂,或采用SC-8型樹脂與SC-5型或SC-6型樹脂混用。
C、熔體熱穩定性差,擠出溫度設定或控制不當
熔體良好的塑化是發泡塑料板材制品的前提條件。如果熱穩定劑存在問題,擠出溫度過高,容易發生熔體局部降解且會因熔體強度降低,氣泡過大而被撕裂;擠出溫度過低、熔體欠塑化、強度很低,同樣會出現破泡。發泡塑料板材生產時,一定要定期對穩定劑進行180~200度的穩定性能檢驗,不符合穩定性能要求的原料不得使用或經調整劑量,檢驗合格后再用。
除保證熔體在擠出過程中不發生降解外,穩定劑還有一個重要的職能,即調節發泡劑分解溫度。如果穩定劑加量過多或過少致使發泡劑分解溫度過低或過高,都不利于發泡。穩定劑應根據采用樹脂的牌號進行調整,比如采用8型樹脂,塑化溫度較低,穩定劑應適當增加,以便物料塑化溫度與發泡劑分解溫度相吻合。但若穩定劑添加過多或熔體溫度過高,又會致使發泡劑在擠出機內提前分解,致使發泡氣體從加料孔與真空孔逸出,若穩定劑添加過少或操作溫度過低,又會使發泡不完全。
擠出操作時,除保證熔體良好塑化外,擠出機內的熔體溫度一定要低于發泡劑分解溫度,防止發泡劑在機內過早分解;出口模的熔體溫度一定要達到發泡劑的分解溫度區域,以利于充分發泡。擠出溫度的設定和控制,還應根據真空孔物料和開機時熔體成型形態,及時進行對應調整。確保物料在通過排氣孔時基本呈橘皮狀態,螺桿底部不應有粉料流動;熔體從口模擠出時表面應光滑,有一定的彈性,不得一出口模就下垂或截面結晶粗糙。
D、發泡劑添加不當
發泡塑料板材生產一般采用發熱型、吸熱型或吸熱、放熱復合平衡型三種不同發泡劑。偶氮二甲酸銨,亦稱AC,屬于偶氮基化活化物。AC發泡劑分解溫度高,達232℃,遠遠超出PVC加工溫度,使用時需降低分解溫度。
放熱型發泡劑發泡率高,約190-260ml/g,分解速度快、放熱極大,但發泡時間短,突發性也強。因此當AC發泡劑用量過多時,發氣量過大,會使氣泡內壓力增長快,泡孔尺寸生長過大,急劇釋放氣體,使泡孔結構破壞,泡孔大小分布不均,乃至形成開孔結構,會在局部產生較大的氣泡和空穴。
生產發泡塑料制品時,放熱型發泡劑AC不得單獨使用,應和吸熱型發泡劑配合使用或采用發熱與放熱平衡復合型化學發泡劑。無機發泡劑-碳酸氫鈉(NaHCO3)屬吸熱型發泡劑,雖發泡率較低,但發泡時間長,和AC型發泡劑混用,可以起到互補和平衡的作用。放熱型發泡劑提高了吸熱型發泡劑的發氣能力,吸熱型發泡劑又使前者冷卻、穩定其分解和均衡釋放氣體,抑制厚板內部過熱降解,減少殘留物析出,有增白作用。
在不影響發泡率前提下,可適當多添加吸熱型發泡劑,取代部分放熱型發泡劑,以抑制多添加放熱型發泡劑引發的破泡。1232或BLA-616發泡劑屬放熱與吸熱平衡型發泡劑,分解無誘導期,分解速率快,10分鐘左右即可達到最大發氣量,放氣緩、無突發,最大發氣量達156mL。其分解溫度介于PVC加工溫度范圍內,可用于尺寸較厚,形狀復雜的制品動態成型過程,以利消除破泡,保證發泡性能的穩定。
E、加工調節劑質量差或劑量不足
物料在發泡過程中,發泡劑分解的氣體在熔體中形成氣泡。這些氣泡中存在著體積小的泡孔向體積大的泡孔擴展的趨勢。氣泡的大小和多少不但與發泡劑的添加量有關,還與聚合物熔體強度有關。強度太低,氣體擴散到熔體表面后容易逸出,小氣泡相互合并形成大氣泡。而發泡調節劑的長分子鏈纏繞粘附在PVC的分子鏈上,形成一定的網狀結構。一方面促進物料塑化,另一方面提高PVC熔體強度,使發泡過程中泡孔壁能夠承受泡孔內氣體的壓力,不致因為強度不足而破裂。發泡調節劑可以使產品泡孔小而多,泡孔結構更均勻、合理,大大降低發泡體的密度。發泡調節劑質量差或加量不足會導致發泡體強度低,出現破泡或串泡。
應該指出的是不同廠家生產發泡調節劑分子量、粘度有很大不同,當發泡制品出現破泡或串泡,采用其他方法處理無效時,另行更換發泡調節劑或適當增加劑量,往往會產生明顯效果。但增加或更換分子量更大的發泡調節劑,會因粘度過大,使得熔體中的氣泡無法擴展,而使產品密度提高。并會因熔體粘度過大,流動性變差,導致口模出料不均,影響板面平整,甚至生產時間不長,發生口模糊料故障,尤其是生產10mm厚以下板材時更易發生。
生產不同厚度板材時,加工調節劑劑量也應視情況有所不同,同一配方,薄板沒有泡孔,厚板出現泡孔時,可適當多添加0.3-0.5份加工調節劑,僅以消除破泡為基準,微量添加,切忌不計后果,盲目多加,以免增加制品密度,影響有效生產時間。
F、碳酸鈣加量過多、粒度過大、活性不好
CaCO3加量太多時,雖然能形成更多氣泡核,但如果碳酸鈣加量過多或顆粒過大,活性不好,形成團聚,在樹脂中分散或與樹脂截面結合不好,導致熔體強度降低,熔體中氣泡擴展時容易產生破泡。
發泡塑料板材生產一定要嚴格控制碳酸鈣劑量、粒度與活性。當碳酸鈣加量過大時,發泡調節劑也應相應增加。
G、模具使用不當
結皮發泡塑料板材生產,根據制品厚度不同,配置的口模平直段長度和壓縮比也有所不同。厚板口模因發泡層較厚,有彈性變形空間,一般設計的口模平直段較長,壓縮比較大,以便提高熔壓和發泡倍率;薄板口模因發泡層較薄,彈性空間小,剛性較大,一般設計的口模平直段較短,壓縮比較小,以防止因熔壓過大。 如果使用不當,生產薄板,誤用厚板口模,則因出口模料流動阻力增大,出料不均,造成表面不平整、熔體強度降低,甚至板材被拉斷,生產周期減短;生產厚板,誤用薄板口模,則會因出口模熔壓偏小,使泡孔增大而引發破泡。 不同厚度結皮發泡塑料板材生產前,一定要正確選用口模。
H、板材截面發泡或出料不均勻,局部缺料
板材截面發泡或出料不均,局部缺料影響因素較多,貫穿于混料與擠出全過程。例如配方組分不合理,外滑太少,擠出機5區溫度易超溫,從而致使合流芯溫度高,板材中間出現大泡、串泡,發黃,板材表面粗糙等缺陷;單鍋混料量過多,混料溫度太低、混料時間過短,內滑添加過少,易致使混合料組分分散不均。
流動性差及擠出生產過程中口模溫度或螺栓調節不當,都會導致熔體從口模擠出時,出料不均勻,局部缺料,引發發泡熔體從薄弱環節膨脹而破泡。因此在混料和擠出生產過程中一定要執行配方和工藝操作規程,并對破泡進行對應分析,分別采用不同方法處理。如果破泡一直固定在同一位置,說明該部位熔體壓力過低,采用口模螺栓或溫度進行對應調整,即可解決。除以上對應措施外,調整各段定型模板間隙差也對消除泡孔有一定作用。如果第一塊定型板與第二塊定型板間隙差過大,會因沒有經過充分冷卻熔體在定型模板壓力下被擠壓的更緊密,致使密度增加并會產生破泡;
如果第三塊模板與第四塊模板間隙差過大,因經過充分冷卻熔體,模板間已沒有壓縮變形余地,導致第四塊模板難以到位,板材厚度增加。而適當增加第二塊與第三塊模板間隙差,一方面可以有效防止發泡熔體在沒有冷卻前發生破泡,另一方面第三塊模板在一定溫度下,也可以壓到位,防止板材厚度加大。
其次,生產厚板時,適當降低螺桿溫度、口模油溫、第一塊定型裝置冷卻水溫等,也對消除破泡有相應效果。
13、 分散不好會帶來板材表面不光滑的現象
工藝溫度控制問題:上面提到的四個問題屬于根本性問題,是基礎,是深層次問題。相對于上面四個問題,工藝溫度控制則要直觀得多,是表面問題,但溫度控制不好,會誘發根本問題的出現。提高加工工藝溫度,材料穩定時間會降低,出現穩定性問題;原有的潤滑平衡會被打破,一般表現為外潤滑不足,特別是后期外潤滑,需提高外潤滑添加量;溫度提高也會導致熔體強度降低,發泡片材泡孔增大,泡孔數量減少,片材發脆易斷裂;溫度提高降低了熔體強度也會降低熔體粘度,粘度降低剪切分散能力降低,對分散能力不強的螺桿而言,有時會出現分散不均勻。
五、PVC發泡板加工的六個要點
PVC發泡板加工特性與木材加工大致相同,只須避免工作溫度過高造成燒焦得情形,另外加工后所產生的切屑,可收集回收再制造降低成本。在中空發泡板裁切時有一點須要注意,因中空的間距為23㎜的設計,方便組裝,如未注意在裁切時大都以多片重疊一次切割,造成間距都不同;可利用制具以插銷的方式定位,方便加工,現在我們了解一點關于PVC發泡板表面加工的常識。
1.可依照設計圖使用雕刻機成型,再選用表面是要貼美耐板或烤漆;但中空發泡板需注意如表面為凹凸不平只能選用真空覆模方式材質選用2㎜PVC板。
2.彎曲成型只適用於實心發泡板,中空發泡板并不適用;加工方法為利用上下模具,在木模表面覆上鋁板并將實心發泡板加熱到塑化溫度70~90℃之間,利用上下模直接押出形狀發泡板表面并不會有任何變化。
3.自粘PVC在押出制造時可將表面依照需求提供印刷不同紋路的木紋,可節省不必要的加工程序。
4.可將PVC發泡板表面烤漆處理,而總類又依照加工方式不同可分為一般烤漆、鋼琴烤漆、陶瓷烤漆;在鋼琴烤漆加工時都會加上抗UV成分,避免表面顏色產生變化;在表面硬度上又以陶瓷烤漆為優具防刮傷的優點。
5.再來就是常見的加工方式,在表面貼上水晶板(一般為單面有色壓克力板)、美耐板及美耐眀紙,在封邊的部分,一般加工大都自動封邊機為主,而自動封邊機又分為滾輪式及履帶式兩種,但如使用中空發泡時建議使用建議使用與表面貼覆材料相近的顏色,避免紙貼上后產生收縮時,有明顯色差。
6.鉆孔可利履帶式封邊機,較不易造成表面封邊后有凹凸不平情形產生,壓力的調整也是相當的重要;發泡板的顏色也用NC機器直接加工鉆孔。材料本身可依照用途所需將密度降低增加發泡板本身空氣含量,達到隔熱、隔音效果提加成本降低的效果,例如15㎜發泡板密度降低本身的重量與同體積10㎜發泡板重量一樣。目前已有廠商將發泡板利用真空成型運用於臺面成型或大型機臺外罩,但運用於臺面成型有一缺點,為表面耐模度不佳易磨損。
六、PVC發泡板產品檢測方法:
(1)板側邊:切口平整,孔隙細密,無針孔,無粗大孔眼,掉粉不嚴重,無蜂孔,開料纖維自脫落,不蹦口。 注:出現上述情況要留心了,后序做成品工序麻煩。
(2)板面:手感光滑平整,機械紋理不明顯,表面顏色無色差,乳白色,表面無污點,無明顯小坑,無針孔,無粗大孔眼,裂縫。注:非乳白色的發泡板滲入回收廢棄板,不屬于環保板,環保板不含鉛(含量小于歐美標準)。
(3)密度算法:密度=重量(克)/長*寬*厚(厘米)。
(4)板重量算法:重量(克)=長*寬*厚度(厘米)*密度。
(5)厚度測量:卡尺立放表面時,接觸緊密無縫隙,左右厚度均勻,左中右測量,偏差是否很大,厚度偏差正負0.2MM為正常。
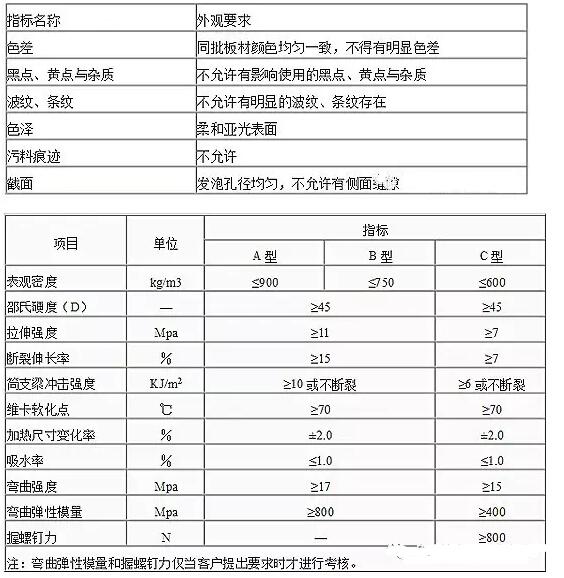
七、PVC發泡板物理性能
硬質聚氯乙烯低發泡板材 自由發泡法,按 QB/T 2463.1-1999標準 生產,下面外觀與物理性能,具體見下表:
八、PVC發泡板規格與特點:
發泡板產品規格:一般為1220*2440mm,1560*3050mm,2050*3050mm
產品厚度:1-33mm
產品密度:0.35-0.9
產品特點:
1. 制品不透明,表面亞光,可印刷。
2. 具有隔音、隔熱、保溫,吸音、隔熱、防震等性能。
3. 具有阻燃性,能離火自熄。
4. 防潮、防霉、不吸水、耐酸堿。
5. 加入色母料后,產品可制成多種顏色。
6. 經耐候配方制成后,其色澤可長久不變,不易老化。
7. 可像木材一樣進行鉆、鋸、釘、刨、粘等加工,使用一般木材加工工具即可施工。
8. 成品可進行二次熱成型及折疊加工,可與其他PVC材料直接粘接。
9. 質地輕,儲運、施工方便。
關鍵詞:聚乙烯蠟、氧化聚乙烯蠟、進口聚乙烯蠟、進口聚乙烯蠟廠家、專業聚乙烯蠟生產廠家、聚乙烯蠟制造商、塑料助劑、DBM、SBM、光亮分散潤滑劑、EBS、賽諾助劑、木塑助劑、聚丙烯蠟、EVA蠟、茂金屬蠟、微粉蠟、裂解蠟、聚乙烯蠟品牌、聚乙烯蠟廠商、青島聚乙烯蠟、專業聚乙烯蠟











